Metal eklemeli imalat, geleneksel üretim yöntemlerinin geometrik ve malzeme sınırlarını aşan bir dönüşümü temsil eder. Toz yataklı sistemlerin küçük parça üretimine odaklandığı bir ekosistemde, endüstriyel ölçekte büyük metal parçaların üretimi, onarımı ve yüzey kaplama işlemleri için çok daha farklı bir yaklaşım gerekir. Directed Energy Deposition (DED), yani Yönlendirilmiş Enerji Biriktirme teknolojisi, tam da bu boşluğu doldurmak üzere geliştirilmiş olup bugün havacılık, savunma, enerji ve ağır sanayi sektörlerinde vazgeçilmez bir konuma ulaşmaktadır.
DED Teknolojisi Nedir?
Directed Energy Deposition, odaklanmış bir enerji kaynağının metalik besleme malzemesini eş zamanlı olarak eriterek bir substrat üzerine biriktirdiği eklemeli imalat sürecine verilen genel addır. ASTM F2792 standardı kapsamında sınıflandırılan bu yöntem, lazer, elektron demeti veya plazma ark gibi yoğun enerji kaynaklarını toz ya da tel formundaki metal besleme malzemesiyle birleştirerek katman katman parça üretimini mümkün kılar.
Toz yataklı füzyon (PBF) sistemlerinin kapalı bir baskı hacmi içinde çalışmasının aksine, DED sistemleri genellikle açık bir yapı üzerinde ya da CNC tezgâhlarına entegre edilmiş çok eksenli robot kollarıyla çalışır. Bu tasarım esnekliği, mevcut parçalar üzerine malzeme eklemeyi, hasarlı parçaları restore etmeyi ve karma malzemeli yapılar üretmeyi mümkün kılar; bu özellikler DED’i birçok uygulamada diğer eklemeli yöntemlerden köklü biçimde ayıran unsurlardır.
DED’in Çalışma Prensibi: Yüksek Enerjili Biriktirme Nasıl Gerçekleşir?
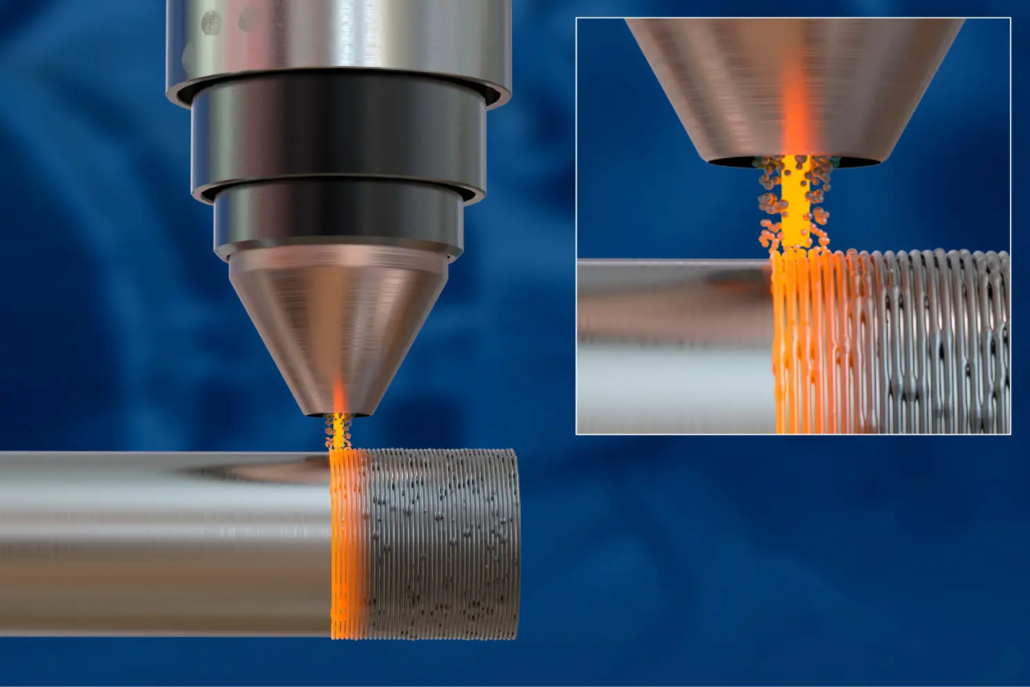
DED sistemlerinin temel bileşeni, besleme malzemesini anlık olarak eritmek için kullanılan yoğun enerji kaynağıdır. Lazer tabanlı sistemlerde, odaklanmış bir lazer demeti substrat yüzeyinde küçük bir eriyik havuzu oluşturur; toz ya da tel halindeki metal bu havuza sürekli beslenir. Eriyik havuzu katılaşırken bir sonraki katmanı oluşturmak üzere enerji kaynağı ile besleme kafası eş zamanlı hareket eder.
Sürecin kalp atışı, enerji yoğunluğu ile malzeme besleme hızı arasındaki hassas dengedir. Çok yüksek enerji girişi, malzeme kaybına ya da iç gerilmelere yol açarken yetersiz enerji, yetersiz birleşme ve boşluk oluşumu riskini beraberinde getirir. Bu parametrelerin proses boyunca gerçek zamanlı izlenmesi, DED sistemlerinin en kritik mühendislik meselelerinden birini oluşturur.
Çoğu endüstriyel DED sistemi, kapatılmış bir ortam yerine argon veya azot gibi koruyucu gaz atmosferiyle çalışır. Reaktif metaller için ise ya kapalı baskı odaları ya da lokal gaz koruması uygulanır. Soğutma hızları, toz yataklı sistemlere kıyasla genellikle daha düşük olmakla birlikte, bu durum bazı uygulamalarda daha az iç gerilme ve daha homojen bir mikro yapı elde edilmesini sağlar.
DED Teknolojilerinin Alt Kategorileri
Lazer Tabanlı DED (L-DED / LENS)
Lazer Mühendislik Net Şekillendirme (Laser Engineered Net Shaping, LENS) olarak da bilinen lazer tabanlı DED, bugün en yaygın kullanılan DED alt kategorisidir. Yüksek güçlü lazer, besleme materyali olarak metal tozu ya da teli kullanır; lazer gücü, spot boyutu ve besleme hızının hassas kontrolü sayesinde çok çeşitli metalik malzemelerle çalışılabilir. Titanyum alaşımları, Inconel süper alaşımları, paslanmaz çelik ve kobalt-krom alaşımları bu sistemlerde yaygın olarak işlenen malzemeler arasındadır.
Toz beslemeli sistemlerde çok nozüllü yapılar, baskı yönünden bağımsız birikime izin verir ve bu özellik karma malzeme (FGM, Fonksiyonel Derecelendirilmiş Malzeme) üretimine olanak tanır. Tel beslemeli lazer DED sistemleri ise malzeme kayıp oranlarını minimize ederek daha yüksek biriktirme hızları sunar; özellikle büyük yapısal parçaların üretiminde tercih edilir.
Elektron Demeti Tabanlı DED (EB-DED)
Elektron demeti tabanlı DED sistemleri, yüksek vakum ortamında çalışır ve tel besleme materyali kullanır. Vakum ortamı, reaktif metallerin oksidasyona karşı mükemmel biçimde korunmasını sağladığı için titanyum ve niobyum gibi malzemelerin işlenmesinde üstün sonuçlar üretir. Biriktirme hızları lazer tabanlı sistemlere kıyasla oldukça yüksektir; bu avantaj, havacılık sektörü için büyük ölçekli titanyum yapısal bileşenlerin üretiminde kritik bir rol oynar.
Ancak vakum ortamı zorunluluğu, sistem kurulumunu ve işletimini daha karmaşık hale getirir. Bunun yanı sıra yüksek enerji girişi nedeniyle ısı dağılımı yönetimi de dikkat gerektiren bir mühendislik sorunudur. EBM (Electron Beam Melting) teknolojisini inceleyen kaynaklarda da belirtildiği gibi, elektron demeti tabanlı süreçler yüksek enerji verimi ve reaktif metal uyumluluğu açısından toz yataklı sistemlere kıyasla farklı bir performans profili sunar.
Ark Tabanlı DED (WAAM)
Tel ve Ark Eklemeli İmalat (Wire and Arc Additive Manufacturing, WAAM), endüstriyel kaynak teknolojisini eklemeli imalat prensipleriyle birleştirir. Robot kollarına monte edilen kaynak torçları aracılığıyla gerçekleştirilen bu süreç, büyük hacimli metal parçaların üretiminde son derece ekonomik bir alternatif sunar. Biriktirme hızları diğer DED alt kategorilerinden çok daha yüksektir; ancak boyutsal toleranslar ve yüzey kalitesi açısından lazer tabanlı sistemlerin gerisinde kalır.
WAAM teknolojisi, gemi inşaat, denizaltı, enerji altyapısı ve büyük havacılık yapısal parçaları gibi metrik ton mertebesinde malzeme gerektiren uygulamalarda özellikle öne çıkmaktadır. İlk yatırım maliyetinin düşüklüğü ve mevcut kaynak ekipmanıyla entegrasyon kolaylığı, bu teknolojiyi sanayi kuruluşları için erişilebilir kılar.
DED ile Diğer Metal Eklemeli İmalat Yöntemlerinin Karşılaştırması
Metal eklemeli imalat teknolojileri arasında DED’i konumlandırmak, doğru uygulama kararları vermek açısından kritiktir. Metal 3D yazıcılar hakkında kapsamlı bir değerlendirmede de ifade edildiği gibi, her teknolojinin kendine özgü kuvvetli ve zayıf yönleri bulunur; hangisinin seçileceği, parça geometrisi, malzeme, üretim hacmi ve kalite gereksinimleri tarafından belirlenir.
Toz yataklı lazer füzyon (LPBF) sistemleriyle kıyaslandığında, DED belirgin biçimde daha büyük parça boyutlarını destekler ve mevcut parçalar üzerinde çalışabilme kapasitesi sunar. LPBF sistemleri daha ince duvar kalınlıkları ve daha yüksek boyutsal hassasiyet sunurken, DED sistemleri biriktirme hızı ve parça ölçeği açısından belirgin üstünlük taşır. LPBF teknolojisini ele alan içeriklerde detaylandırıldığı üzere, her iki teknoloji de aynı üretim ekosisteminde birbirini tamamlar; büyük yapısal birleşimleri DED ile üretip hassas özellikleri sonraki bir işlem adımında eklemek mümkündür.
Geleneksel talaşlı imalatla kıyaslandığında ise DED teknolojisi, karmaşık geometrileri malzeme kaybını minimize ederek üretme yeteneğiyle öne çıkar. Titanyum gibi pahalı ve işlenmesi güç alaşımlarında, malzeme kullanım verimliliği DED lehine dramatik biçimde farklılaşır; geleneksel frezelemede parça ağırlığının birkaç katına ulaşan bir blok hammadde kullanılırken, DED süreçlerinde bu oran son derece düşük kalır.
Teknik Not DED sistemlerinde toz besleme verimliliği genellikle %80 ile %95 aralığında seyreder. Ancak toplam süreç verimliliği değerlendirilirken, biriktirme sonrası uygulanan ısıl işlemler, yüzey bitirme ve boyutsal kontrol adımlarının toplam süre ve maliyete katkısı göz önünde bulundurulmalıdır. Bu nedenle DED’in gerçek maliyet avantajı, kaba biriktirme hızından değil, tüm proses zinciri üzerinden yapılan değerlendirmeden ortaya çıkar.
DED Teknolojisinin Başlıca Uygulama Alanları
Havacılık ve Savunma Sektörü
Havacılık sektörü, DED teknolojisinin gelişimini yönlendiren ana endüstri kollarından biridir. Büyük titanyum yapısal bileşenlerin (spar, rib, bulkhead) üretimi, geleneksel yöntemlere kıyasla material to buy (MTB) oranını radikal biçimde düşürür. Bir uçak yapısal parçası geleneksel yöntemle üretildiğinde, satın alınan titanyum bloğun yalnızca %10 ile %20’si nihai parçada kullanılabilirken, DED sürecinde bu oran %80 ile %95’e kadar çıkabilir.
Motor bileşenleri, özellikle Inconel süper alaşımından üretilen türbin kanatları ve kovanlar, DED teknolojisinin malzeme işleme kabiliyetini test eden kritik uygulamalardır. Ayrıca askeri sistemlerde saha onarımı ve bileşen restorasyonu, DED’in benzersiz bir değer önerisi sunduğu bir diğer alanlardır. Bozulan ya da aşınan bir bileşenin tamamen yenisiyle değiştirilmesi yerine, yalnızca hasar gören bölgeye malzeme eklenerek parçanın restore edilmesi hem maliyet hem de tedarik süresi açısından kritik avantajlar doğurur.
Enerji Sektörü ve Endüstriyel Uygulamalar
Petrol ve gaz sektöründe, yüksek baskı ve yüksek sıcaklık ortamlarına maruz kalan boru bağlantıları, vanalar ve pompa bileşenlerinin üretiminde DED yaygın biçimde kullanılır. Aşınmaya dayanıklı yüzey kaplamaları (hardfacing), DED’in geleneksel kaynak kaplama yöntemlerine kıyasla çok daha kontrollü ve tekrarlanabilir sonuçlar ürettiği bir uygulamadır.
Nükleer enerji sektöründe, radyoaktif ortamlarda çalışan bileşenlerin uzaktan üretimi ve onarımı için robot entegrasyonlu DED sistemleri araştırma gündeminin üst sıralarında yer almaktadır. Rüzgâr türbinleri için büyük ölçekli yapısal bileşenler ve denizaltı uygulamaları da bu teknolojinin potansiyel uygulama yelpazesini genişleten alanlardır.
Biyomedikal ve Özel Uygulamalar
Medikal implant üretiminde DED, özellikle titanyum alaşımlarından üretilen ortopedik implantların yüzey yapısını özelleştirmek için kullanılmaktadır. Gözenekli yüzey yapıları, kemik ile implant arasındaki osseointegrasyonu (kemik kaynaşmasını) iyileştirdiğinden klinik başarı oranlarını artırmaktadır. Hasta anatomisine özgü, son derece kişiselleştirilmiş implant tasarımları DED ile gerçekleştirilmesi mümkün olan bir diğer uygulamadır.
DED ile Çalışılabilen Malzeme Ailesi
DED teknolojisinin belki de en önemli avantajlarından biri, geniş bir metalik malzeme yelpazesini işleyebilmesidir. Titanyum alaşımları (Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), nikel süper alaşımları (Inconel 625, Inconel 718, Waspaloy), paslanmaz çelikler, kobalt-krom alaşımları, alüminyum alaşımları ve bakır bazlı alaşımlar bu sistemlerde başarıyla işlenebilmektedir.
DED’in gerçek anlamda öne çıktığı malzeme uygulaması ise fonksiyonel derecelendirilmiş malzemelerdir (FGM). Tek bir baskı sürecinde farklı bölgelerde farklı malzeme kompozisyonlarının kullanılması; yani bir ucunda yüksek ısıl dayanım gerektiren bir süper alaşımdan, diğer ucunda yapısal sağlamlık için çeliğe doğru sürekli bir geçişin oluşturulması, DED sistematik biriktirme kabiliyeti sayesinde mümkün hale gelir. Geleneksel üretim yöntemleriyle bu yapıları üretmek ya imkânsızdır ya da son derece pahalıdır.
Uzman Notu Fonksiyonel Derecelendirilmiş Malzeme (FGM) uygulamalarında toz besleme sisteminin temizlenmesi ve malzeme değişimi sırasındaki geçiş kontrolü kritik önem taşır. Malzeme karışımının öngörülemeyen bölgelere sürüklenmesi, bileşen özelliklerini olumsuz etkileyebilir. Çok nozüllü sistemlerde her nozülün besleme oranının bağımsız kontrolü, tutarlı FGM üretimi için olmazsa olmaz bir altyapı gereksinimidir. Prosesi tasarlamadan önce her malzeme çiftinin metalurjik uyumunun simülasyon ortamında değerlendirilmesi, saha deneyimlerinin ortaya koyduğu kritik bir tasarım adımıdır.
Metal eklemeli imalat süreçlerinizi değerlendirmek veya DED teknolojisinin kendi üretim iş akışınıza entegrasyonu hakkında bilgi almak için infoTRON’un uzman ekibiyle iletişime geçebilirsiniz.
DED Sürecinin Kalite ve Kontrol Boyutu
Proses Parametrelerinin Yönetimi
DED sürecinin güvenilirliği, birbirine bağlı çok sayıda parametrenin eş zamanlı kontrolüne bağlıdır. Lazer gücü, tarama hızı, toz veya tel besleme hızı, koruyucu gaz akışı, substrat sıcaklığı ve katman kalınlığı bu parametrelerin başında gelir. Herhangi birindeki sapma, gözeneklilik, çatlak oluşumu, artık gerilmeler veya boyutsal hatalar gibi farklı kusur mekanizmalarını tetikleyebilir.
Kapalı döngü kontrol sistemleri, özellikle yüksek güvenilirlik gerektiren havacılık ve nükleer uygulamalar için prosesin izleme ve kontrol altyapısının temelini oluşturur. Eriyik havuzu boyutunu, sıcaklık dağılımını ve birikim geometrisini gerçek zamanlı olarak izleyen termal kameralar, kızılötesi sensörler ve profilometri sistemleri, prosesin sapmasını anında tespit ederek müdahale imkânı tanır.
Ardıl İşlemler ve Mekanik Özellikler
DED ile üretilen parçalar, kural olarak çeşitli ardıl işlemlerden geçirilir. Gerilim giderme tavlaması veya çözeltiye alma ve yaşlandırma gibi ısıl işlemler, proses sırasında oluşan artık gerilmeleri gidererek mikro yapıyı iyileştirir. Kritik uygulamalar için Sıcak İzostatik Presleme (HIP) uygulaması, iç gözenekliliği ve mikro yapı homojenliğini önemli ölçüde geliştirerek DED parçalarının mekanik özelliklerini dövme malzemelere yaklaştırmaktadır.
Yüzey işlemi de DED parçaları için sıkça uygulanan bir ardıl adımdır. As-built yüzey pürüzlülükleri (Ra 10–20 μm aralığında) birçok son kullanım uygulaması için yetersiz kaldığından, CNC işleme, taşlama veya elektrokimyasal yöntemlerle yüzey kalitesi iyileştirilir.
DED Teknolojisinin Avantajları ve Sınırlılıkları
DED teknolojisinin üretim ekosistemindeki yerini anlamak için avantajlar kadar sınırlılıkların da nesnellikle değerlendirilmesi gerekir.
Başlıca avantajlar arasında şunlar sayılabilir: Büyük boyutlu parçaları tek bir üretim sürecinde üretebilmek, mevcut parçalar üzerine malzeme ekleyerek hem onarım hem de özellik artırımı gerçekleştirebilmek, geniş bir metalik malzeme yelpazesiyle ve FGM yapılarıyla çalışabilmek, yüksek değerli malzemelerde malzeme kullanım verimliliğini dramatik biçimde artırmak ve 5 ekseni veya daha fazlasını destekleyen sistemlerde karmaşık geometrileri destek yapısı gerektirmeksizin üretebilmek.
Sınırlılıklar açısından ise şu noktalar öne çıkar: Toz yataklı sistemlere kıyasla daha düşük boyutsal hassasiyet ve yüzey kalitesi, proses parametrelerinin yönetiminin karmaşıklığı, sonrası işlem (post-processing) gereksinimlerinin yüksekliği ve reaktif metallerde ya da yüksek enerji gerektiren sistemlerde zorunlu olan korumalı atmosfer ve vakum alt yapısının ek yatırım maliyeti.
Neden metal eklemeli imalat teknolojisi seçilmeli sorusuna verilen yanıtlar değerlendirildiğinde, DED’in geleneksel yöntemlerle rekabet ettiği ve zaman zaman onları geride bıraktığı kritik metrikin malzeme verimliliği ile parça entegrasyonu kapasitesi olduğu görülmektedir.
DED’in Gelişim Yönleri: Teknoloji Nereye Gidiyor?
Hibrit İmalat Sistemleri
DED’in geleceği, tek başına bir üretim yöntemi olarak değil, hibrit sistemlerin bir parçası olarak şekillenmektedir. DED biriktirme ünitesi ile CNC frezeleme merkezinin tek bir platformda birleştirildiği hibrit sistemler, her katman biriktirme aşamasının ardından ya da belirli aralıklarla talaşlı işleme yapılmasına imkân tanır. Bu yaklaşım, standart DED süreçlerinde erişimi mümkün olmayan iç yüzeylerin de makine hassasiyetinde bitirilmesini sağlar.
Çok Malzemeli Baskı ve Yapay Zekâ Entegrasyonu
Toz besleme sistemlerinde birden fazla hoperin bağımsız kontrolü sayesinde baskı yolu boyunca malzeme geçişleri artık üretilebilir hale gelmiştir. Bu yetenek, araştırma boyutundan endüstriyel üretime geçiş sürecindedir. Benzer bir olgunlaşma süreci, kapalı döngü kontrol sistemlerinde de yaşanmaktadır; makine öğrenmesi algoritmalarının eriyik havuzu verisini gerçek zamanlı olarak analiz ederek proses parametrelerini anlık düzeltmesi artık teknolojik olarak mümkündür ve ilk ticari sistemler piyasada yerini almaktadır.
Uzay ve Saha Uygulamaları
Taşınabilir ya da uzak konumlarda kullanılabilen DED sistemleri, giderek daha fazla gündem almaktadır. Denizcilik ve savunma sektöründe, gemide bozulan parçaların saha koşullarında onarılması; uzay uygulamalarında ise yörüngede ya da gezegensel yüzeylerde yapı üretimi, DED teknolojisinin uzun vadeli uygulama potansiyelini tanımlayan senaryolar arasındadır.
DED Nedir? Sıkça Sorulan Sorular
DED ile LPBF arasındaki temel fark nedir?
DED, odaklanmış bir enerji kaynağının besleme materyalini bir substrat üzerine eş zamanlı biriktirmesi esasına dayalı bir açık sistem teknolojisidir. LPBF ise kapalı bir baskı hacminde toz yatağını lazer ile seçici olarak eriten bir süreçtir. DED daha büyük parçalar ve mevcut parça onarımı için uygunken, LPBF daha yüksek boyutsal hassasiyet ve yüzey kalitesi sunar.
DED hangi malzemeleri işleyebilir?
DED teknolojisi titanium alaşımları (Ti-6Al-4V gibi), nikel süper alaşımları (Inconel 625, 718), paslanmaz çelikler, kobalt-krom alaşımları, alüminyum alaşımları ve bakır bazlı alaşımlar dahil olmak üzere geniş bir metalik malzeme yelpazesini işleyebilir. Bunun ötesinde fonksiyonel derecelendirilmiş malzeme (FGM) üretimi için farklı metal tozlarının tek bir süreçte gradyan geçişli kullanılması da mümkündür.
DED ile üretilen parçalar ne kadar büyük olabilir?
Lazer tabanlı DED sistemleri genellikle birkaç yüz milimetreyle birkaç metre arasında değişen baskı hacimlerine sahiptir. Ark tabanlı WAAM sistemleri ise birkaç metrik tona ulaşan büyük yapısal parçaların üretimini desteklemektedir; bu ölçek diğer tüm metal eklemeli imalat kategorilerinin üzerindedir.
DED parçaları dövme malzemeyle karşılaştırılabilir mekanik özelliklere ulaşabilir mi?
Ardıl ısıl işlemler ve özellikle Sıcak İzostatik Presleme (HIP) uygulamasının ardından DED parçalarının mekanik özellikleri dövme malzeme değerlerine yaklaşmakta, bazı alaşımlarda ise bu değerlere ulaşmaktadır. As-built durumda mekanik özellikler genellikle dövme malzemenin biraz altında kalır; uygulanacak ardıl işlem protokolü parçanın kullanım yerine göre belirlenmelidir.
DED teknolojisi onarım süreçlerinde nasıl kullanılır?
Hasar görmüş ya da aşınmış metal parçalar, DED teknolojisi ile restore edilebilir. Hasarlı bölge önce işlenerek temizlenir, ardından DED sistemi bu bölgeye doğrudan malzeme biriktirerek parçanın özgün geometrisini yeniden oluşturur. Söz konusu yöntem, yüksek değerli türbin kanatları, kalıplar ve savunma sanayi bileşenlerinde parçanın tamamen yenisiyle değiştirilmesi yerine ekonomik ve hızlı bir alternatif sunar.
DED ile hangi sektörler en fazla faydalanıyor?
Havacılık ve savunma sanayi, enerji (petrol-gaz, nükleer, rüzgâr), gemi inşaat, medikal implant üretimi ve takım-kalıp endüstrisi DED teknolojisinin en yoğun kullanıldığı sektörler arasındadır. Özellikle büyük, pahalı veya karmaşık metalik bileşenler ürettiğini ya da yönettiği firmalar için DED stratejik bir teknoloji konumundadır.
DED Teknolojisi Metal Üretimi için Neden Stratejik Bir Seçim?
Directed Energy Deposition, metal eklemeli imalat ailesinin en kapsamlı kabiliyetlere sahip ve aynı zamanda en yüksek mühendislik derinliği gerektiren üyesidir. Teknolojinin değer önerisi tek bir cümlede özetlenebilir: Başka hiçbir yöntemle ekonomik ve teknik olarak gerçekleştirilemeyen büyük ölçekli metalik yapıları üretmek, mevcut parçaları onararak ömrünü uzatmak ve çok malzemeli hibrit yapılar oluşturmak. Bu üç kapasite, birlikte değerlendirildiğinde, DED’i geleneksel üretim paradigmasının reddedemeyeceği bir inovasyon vektörüne dönüştürmektedir.
Sektörün önde gelen analistlerinin verilerine göre, metal eklemeli imalat pazarının 2030’a kadar çift haneli büyüme oranlarını sürdürmesi beklenmekte olup DED segmenti, onarım ve hibrit imalat uygulamalarındaki ivmelenmeyle birlikte bu büyümede orantısız bir pay alacak şekilde konumlanmaktadır. Türkiye’de savunma, havacılık ve enerji sektörlerinin yerlileşme hedefleri çerçevesinde katma değerli bileşen üretimine artan yatırım, DED teknolojisine olan ilginin önümüzdeki dönemde belirgin biçimde artacağına işaret etmektedir.
infoTRON’un Bu Teknolojiye Yaklaşımı
infoTRON, 30 yılı aşkın sektör deneyimiyle metal eklemeli imalat teknolojilerini yalnızca donanım satışı perspektifinden değil, uçtan uca bir mühendislik çözümü anlayışıyla değerlendirir. DED teknolojisi, infoTRON’un metal eklemeli imalat portföyündeki kapsamlı yaklaşımın doğal bir uzantısını oluşturmaktadır. Toz atomizasyon sistemlerinden metal ardıl işleme teknolojilerine, lazer tabanlı metal yazıcılardan kalite kontrol ve simülasyon araçlarına kadar uzanan entegre çözüm altyapısı, DED uygulamalarının başarıyla hayata geçirilmesi için gereken eksiksiz bir ekosistemi temsil eder.
Uygulama mühendisliği ekibimiz, üretim iş akışınızı analiz ederek hangi DED alt kategorisinin ya da hibrit yaklaşımın gereksinimlerinizi karşılayacağını nesnel biçimde değerlendirir. Tasarım optimizasyonundan proses parametrelerinin belirlenmesine, ardıl işlem planlamasından muayene ve kalite güvencesine kadar her aşamada teknik destek sunmak, infoTRON’un müşterilerine sunduğu uçtan uca destek modelinin temel unsurunu oluşturmaktadır.
Metal eklemeli imalat çözümlerinizi değerlendirmek için infoTRON uzman ekibiyle iletişime geçin; doğru teknolojiyi, doğru uygulamayla eşleştirmenize destek olalım.


