Metal parça üretiminde beklentiler uzun süredir aynı eksende ilerliyor: daha hafif, daha dayanıklı, daha kompakt, daha hızlı temin edilebilir ve daha izlenebilir ürünler… Buna karşılık geleneksel yöntemlerin her biri belirli bir noktadan sonra tasarımı “üretilebilirlik” adına sınırlandırmaya başlıyor. Örneğin içten soğutma kanalları, karmaşık akış geometrileri, tek parçada birleştirilmiş montajlar, ağırlık azaltma odaklı kafes yapılar veya kişiye/uygulamaya özel varyantlar söz konusu olduğunda; klasik talaşlı imalat, döküm ya da kaynaklı birleştirmeler tasarım hedefiyle rekabet eden bir engel haline gelebiliyor.
LPBF (Laser Powder Bed Fusion) tam da bu çelişkinin merkezinde yer alır: Yüksek performanslı metal parça üretimini, dijital veriden fiziksel ürüne katman katman ilerleyen bir üretim felsefesiyle birleştirir. Sonuç olarak “parça geometrisi zor diye vazgeçmek” yerine, “geometriyi fonksiyon için özgürleştirmek” mümkün hale gelir. Ancak LPBF yalnızca bir makine yatırımı değildir; proses penceresi, malzeme yönetimi, kalite güvencesi, ardıl işlemler ve üretim disiplinlerinin birlikte yönetildiği kapsamlı bir üretim sistemidir.
Bu rehber, LPBF’yi sadece tanımlamakla kalmaz; teknolojinin çalışma prensibini, kritik proses parametrelerini, malzeme ve toz yönetimini, kalite risklerini, doğrulama yaklaşımını ve doğru kullanım senaryolarını üretim mühendisliği bakış açısıyla ele alır. Amaç; LPBF’nin hangi koşullarda güçlü bir seçenek olduğunu, hangi koşullarda ise ek mühendislik gerektirdiğini açık, anlaşılır ve uygulamaya dönük biçimde ortaya koymaktır.
LPBF Nedir? Toz yataklı lazer ergitmenin temeli
LPBF, metal tozunun çok ince katmanlar halinde serildiği bir üretim haznesi içinde, yüksek güçlü bir lazer ışınının seçilmiş bölgeleri ergitip birleştirmesiyle çalışan bir “toz yataklı füzyon” (Powder Bed Fusion) yöntemidir. Üretim, üç boyutlu CAD modelin dilimlenmesiyle başlar; her dilim, lazerin o katmanda nereleri ergiteceğini tarif eden bir yol haritasına dönüşür. Lazer, metal tozu yüzeyinde ilerlerken mikroskobik ölçekte bir eriyik havuzu oluşturur; havuz hızla katılaşır ve alt katmanla kaynar. Katman tamamlandığında tabla kontrollü biçimde aşağı iner, yeni bir toz katmanı serilir ve döngü parça bitene kadar devam eder.
LPBF’yi benzer katmanlı imalat yöntemlerinden ayıran iki kritik özellik vardır. İlki, hedeflenen yoğunluğa ve mekanik performansa ulaşabilmek için süreç boyunca enerji girdisinin, atmosferin ve toz yatağının çok hassas biçimde kontrol edilmesidir. İkincisi ise geometrik detay ve tolerans potansiyelinin yüksek olmasıdır; ince katmanlar, küçük lazer spotları ve gelişmiş tarama stratejileri sayesinde hassas bileşenler ve karmaşık iç hacimler üretilebilir.
LPBF’nin “metal 3D baskı” başlığı altında anılması yaygındır; fakat endüstriyel gerçeklikte konu daha geniştir. LPBF; tasarım doğrulama, fonksiyonel prototipleme, düşük-orta adetli üretim, kritik uygulamalarda parça konsolidasyonu, optimize edilmiş ısı yönetimi, yerelleştirilmiş tedarik ve dijital envanter gibi stratejik hedeflerle konumlanır. Bu nedenle doğru soruyu şu şekilde kurmak gerekir: “LPBF ile üretilebilir mi?” yerine “LPBF ile üretmek toplam performans, risk ve maliyet açısından doğru mu?”
LPBF sisteminde neler olur? Makine bileşenleri ve süreç fiziği
LPBF’yi başarıyla yönetmek, yalnızca lazer gücünü artırmak ya da tarama hızını değiştirmek değildir. Süreç; tozun fiziksel davranışı, lazer–malzeme etkileşimi, ısı transferi, metalürji ve atmosfer kontrolü gibi çok disiplinli bir alana dayanır.
Üretim haznesinde en görünür bileşen “toz serme” mekanizmasıdır. Recoater olarak bilinen bu sistem, her katmanda belirlenen kalınlıkta tozu platforma homojen şekilde dağıtır. Katman kararlılığı bozulduğunda; yüzey dalgalanmaları, yerel yoğunluk farkları ve daha sonraki adımlarda gözenek oluşumu gibi zincir etkiler ortaya çıkabilir. Bu nedenle tozun akışkanlığı, tane şekli, tane boyutu dağılımı ve nem/oksijen etkileri sadece malzeme verisi değil, prosesin doğrudan girdileridir.
Lazer, toz yatağında iki uç davranış arasında çalışır. Bir tarafta “iletim (conduction) rejimi” olarak ifade edilen daha dengeli ergitme yer alır: Eriyik havuzu nispeten sığdır, sıçrama ve buharlaşma daha kontrollüdür. Diğer tarafta “anahtar deliği (keyhole) rejimi” bulunur: Enerji yoğunluğu yükseldiğinde, buharlaşma ve geri tepme basıncı artar; havuz derinleşir, kararsızlık büyür ve iç porozite riskleri belirginleşir. Ayrıca yetersiz enerji girdisinde “lack-of-fusion” olarak bilinen yetersiz kaynaşma kusurları görülebilir. Dolayısıyla hedef, yalnızca “daha fazla enerji” değil; malzemeye ve geometriye göre tanımlanan kararlı bir proses penceresidir.
Saha uygulamalarında parametre yönetimi çoğu zaman dört ana değişken üzerinden kavramsallaştırılır: lazer gücü, tarama hızı, tarama hatları arası mesafe (hatch spacing) ve katman kalınlığı. Literatürde, bu değişkenlerin birlikte değerlendirilmesini kolaylaştırmak amacıyla hacimsel enerji yoğunluğu gibi metrikler kullanılır; ancak tek bir metrik, prosesin tamamını açıklamaz. Aynı nominal enerji yoğunluğu farklı tarama stratejileriyle bambaşka mikro yapılar, yüzey kaliteleri veya iç kusur dağılımları üretebilir. Bu nedenle parametre seti; geometri, malzeme, hedef mekanik özellikler ve üretim öncelikleri (hız/kalite dengesi) dikkate alınarak mühendislik yaklaşımıyla kurgulanır.
Atmosfer kontrolü LPBF’nin “sessiz ama belirleyici” bileşenidir. Metal tozu; özellikle titanyum, alüminyum gibi oksijenle hızlı reaksiyon verebilen alaşımlarda, oksidasyon riskini artırır. Üretim odasında argon veya azot gibi koruyucu gazlarla oksijen seviyesi partikül davranışını, eriyik havuzu stabilitesini ve sonuçta mekanik özellikleri etkileyebilecek düzeyde kontrol edilir. Ek olarak koruyucu gaz akışı yalnızca oksijenin düşürülmesi için değil; proses sırasında oluşan duman, kondens ve sıçrayan partiküllerin ortamdan uzaklaştırılması için de kritik rol oynar. Gaz akışının zayıf kaldığı bölgelerde optik kirlenmesi, yüzey kusurları ve tekrarlanabilirlik problemleri daha sık görülür.
Son olarak sensörleşme ve izleme katmanı; modern LPBF ekosisteminde süreç kontrolünün önemli parçasıdır. Katman görüntüleme, eriyik havuzu sinyali, termal izleme ve oksijen ölçümü gibi veriler; kalite güvence yaklaşımını güçlendirmek, sapmaları erken tespit etmek ve kritik parçalar için süreç kanıtı oluşturmak adına giderek daha fazla önem kazanır. Ancak en iyi sensör paketi dahi, doğru toz yönetimi ve doğru ardıl işlem stratejisi olmadan tek başına yeterli olmaz.
Tasarım ve üretim akışı: Dijital modelden sertifikalanabilir parçaya
LPBF’nin en büyük potansiyeli, tasarım aşamasında doğru kararlar alındığında ortaya çıkar. Katmanlı imalat, “tasarımı üretime uydurma” yerine “üretimi tasarım hedefleriyle hizalama” fırsatı sunar; ancak bu, tasarımın LPBF gerçekleriyle uyumlu kurgulanmasını gerektirir.
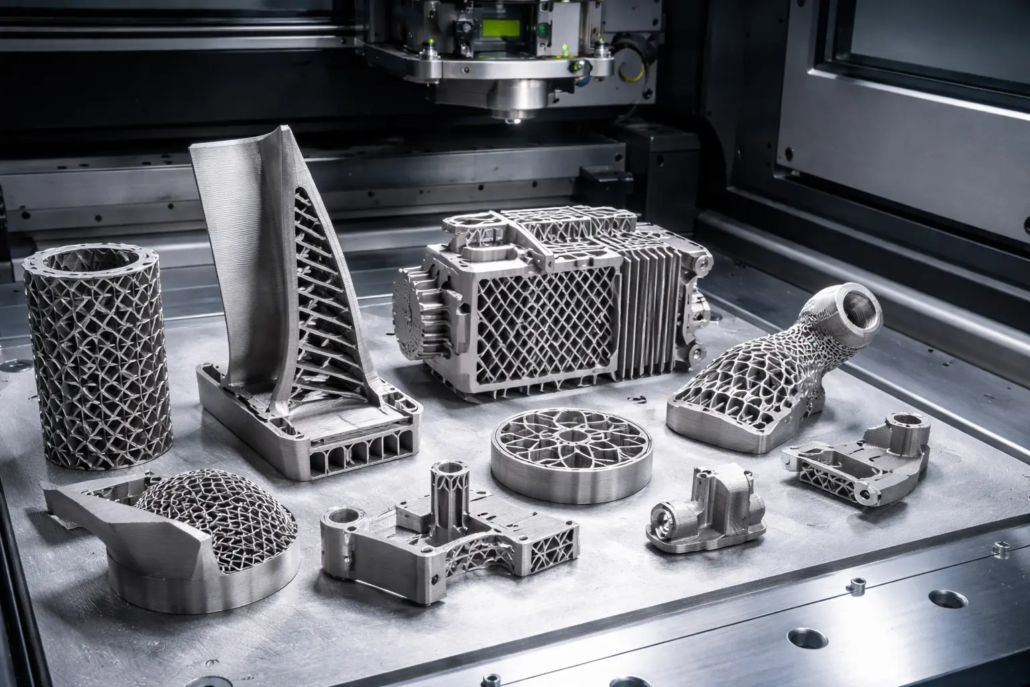
İlk adım parça adayını doğru seçmektir. LPBF genellikle aşağıdaki hedeflerle değer üretir: parça konsolidasyonu (montajı tek parçaya indirme), ağırlık azaltma (topoloji optimizasyonu, kafes yapılar), ısı yönetimi (konformal soğutma kanalları, ısı değiştirici geometrileri), iç akış performansı (karmaşık kanal sistemleri), yüksek performanslı alaşımlarla ekonomik parça üretimi ve düşük-orta adetli varyant yönetimi. Buna karşılık büyük hacimli, düşük tolerans hassasiyeti gerektiren ve basit geometrili bir parçada LPBF’nin ekonomik rasyoneli zayıflayabilir; çünkü post-proses yükü toplam maliyeti büyütebilir.
İkinci adım üretim yönelimi ve destek stratejisidir. LPBF’de her katman, alt katmanın üzerine inşa olur. Aşırı çıkıntılar, geniş köprülemeler veya destek gerektiren yüzeyler iyi yönetilmediğinde; sarkma, yüzey bozulması ve boyutsal sapmalar görülebilir. Destekler yalnızca parçayı tutmak için değil; ısıyı platforma iletmek, ısı birikimini azaltmak ve distorsiyonu kontrol etmek için de kullanılır. Buna karşın destekler; söküm, yüzey kalitesi ve işçilik açısından maliyet sürücüsüdür. Dolayısıyla “daha az destek” her zaman doğru hedef değildir; doğru hedef, fonksiyonel yüzeyleri koruyan ve kaldırılabilirliği optimize edilmiş destek tasarımıdır.
Üçüncü adım, toz tahliyesi ve temizlenebilirliktir. İç kanallar, kafes yapılar ve kapalı hacimler LPBF ile üretilebilir; fakat bu hacimlerde kalan tozun uzaklaştırılabilmesi mühendislik gerektirir. Toz kaçış delikleri, kanal kesitleri, kör hacimlerin azaltılması ve temizlik stratejileri daha tasarım aşamasında düşünülmelidir. Aksi durumda parça, üretildikten sonra temizlenemeyen toz nedeniyle fonksiyonel risk taşıyabilir veya operasyonel güvenlik açısından sorun oluşturabilir.
Dördüncü adım tolerans yaklaşımıdır. LPBF’de “as-built” yüzey kalitesi ve ölçüsel sonuçlar; yüzey yönelimine, tarama stratejisine, katman kalınlığına ve malzemeye bağlı değişkenlik gösterir. Kritik toleransların gerektiği durumlarda “baskı sonrası talaş kaldırma/talaşlamaj” çoğu zaman planın parçası olur. Bu nedenle işlenecek yüzeyler için yeterli işleme payı bırakmak, bağlama/ fikstürleme kurgusunu planlamak ve ölçüm stratejisiyle uyumlu datum yapısı oluşturmak önem taşır.
Beşinci adım ardıl işlemdir. LPBF’den çıkan parça genellikle tek bir işlemle hazır hale gelmez. Gerilim giderme ısıl işlemi, destek sökümü, yüzey iyileştirme, gerekiyorsa sıcak izostatik presleme (HIP), hassas işleme ve son kontrol adımları proses zincirinin doğal parçalarıdır. Başarılı şirketler LPBF’yi “yazdır–bitti” değil; “tasarla–üret–doğrula–iyileştir” döngüsü olarak yönetir.
Kalite, tekrarlanabilirlik ve risk yönetimi
LPBF’yi endüstriyel üretimde güvenle kullanmanın anahtarı, kusurları tamamen yok saymak değil; kusur mekanizmalarını anlayıp süreç boyunca riskleri kontrol edebilmektir. Özellikle havacılık, savunma, enerji ve medikal gibi kritik uygulamalarda kalite yaklaşımı “sonuç kontrolü” ile sınırlı kalamaz; proses kontrolü, izlenebilirlik ve doğrulama bir arada yürütülmelidir.
LPBF’de en sık konuşulan risk alanı porozitedir; fakat porozite tek tip değildir. Yetersiz kaynaşma kaynaklı boşluklar genellikle düşük enerji girdisi, yetersiz bindirme veya kötü toz serimi gibi faktörlerle ilişkilidir. Anahtar delik kaynaklı boşluklar ise aşırı enerji yoğunluğu ve eriyik havuzu kararsızlığıyla bağ kurar. Gaz porozitesi, toz üretiminden gelen hapsolmuş gazlar veya proses atmosferiyle etkileşim gibi farklı mekanizmalarla ortaya çıkabilir. Poroziteyi azaltmak adına parametre optimizasyonu, tarama stratejisi seçimi, toz yönetimi ve gerektiğinde HIP gibi ardıl işlemler birlikte değerlendirilir.
İkinci büyük risk alanı distorsiyon ve kalıntı gerilmelerdir. LPBF; çok hızlı ısıtma ve soğutma döngüleri nedeniyle yüksek termal gradyanlar oluşturur. Sonuçta parça, üretim sırasında platforma bağlıyken dahi gerilme biriktirebilir; platformdan ayrıldığında ya da destekler söküldüğünde şekil değiştirme görülebilir. Destek stratejisi, parça yönelimi, tarama adası (island) yaklaşımları, ön ısıtma (malzemeye bağlı) ve gerilim giderme ısıl işlemleri, distorsiyon kontrolünde başlıca araçlardır. Kritik parçalar için simülasyon tabanlı distorsiyon öngörüsü de karar sürecini güçlendirir.
Üçüncü risk alanı çatlak oluşumudur. Bazı alaşımlar, özellikle hızlı katılaşma koşullarında sıcak çatlak gibi mekanizmalara daha hassastır. Bu nedenle her metal tozu LPBF’ye eşit uygunluk göstermez. Malzeme seçimi, kimyasal kompozisyon, toz kalitesi ve ısıl işlem rotası birlikte ele alınarak “LPBF uyumlu” bir çözüm oluşturulur.
Dördüncü risk alanı yüzey bütünlüğüdür. LPBF parçalarında katman izleri, yapışmış partiküller ve yüzey yönelimine bağlı pürüzlülük doğal olarak görülebilir. Yüzey pürüzlülüğü; yorulma performansı, sızdırmazlık, sürtünme/aşınma ve montaj toleransları üzerinde doğrudan etkilidir. Bu nedenle yüzey gereksinimi yüksek parçalar, çoğu zaman mekanik veya kimyasal yüzey iyileştirme adımlarıyla tamamlanır; bazen de tasarım, LPBF’nin “as-built” karakteristiğini minimize edecek yönelimde kurgulanır.
Beşinci risk alanı toz yaşam döngüsüdür. Metal tozu, LPBF’nin en kritik ham maddesidir; aynı zamanda maliyetin de önemli kısmını oluşturur. Tozun tekrar kullanımı ekonomik avantaj sağlasa da; oksijen alma, tane yüzeyinin değişimi, aglomerasyon, ince fraksiyon birikimi ve kontaminasyon gibi etkiler parça kalitesini etkileyebilir. Endüstriyel yaklaşım; tozun izlenebilirliğini sağlamak, eleme/elekten geçirme (sieving) prosedürlerini standardize etmek, numune alma ve test planı oluşturmak ve “toz stratejisini” müşteri/denetleyici gereksinimleriyle uyumlu biçimde tanımlamaktır.
Kalite güvence mimarisi, yalnızca tek bir ölçüm yöntemine dayanmaz. Boyutsal kontrol (CMM/optik ölçüm), mikro yapı incelemesi, mekanik testler (çekme, sertlik, yorulma), kimyasal analiz, yüzey pürüzlülüğü ölçümleri ve tahribatsız muayene (ör. X-ray bilgisayarlı tomografi, ultrasonik yöntemler, penetrant vb.) çok katmanlı bir doğrulama çerçevesi oluşturur. Kritik uygulamalarda uluslararası standartlar, proses kontrolü ve kabul kriterleri için yol gösterici çatı sağlar; üretim kanıtı, tekrarlanabilirlik ve dokümantasyon kültürü burada belirleyici rol oynar.
Son olarak iş sağlığı ve güvenliği boyutu ayrı bir başlık olarak ele alınmalıdır. İnce metal tozları, uygun koşullarda yanıcı ve patlayıcı bir toz bulutu oluşturabilir; ayrıca lazer güvenliği, inert gaz kullanımı ve toz atık yönetimi gibi operasyonel riskler bulunur. Bu nedenle LPBF tesisleşmesi yalnızca ekipman kurulumundan ibaret değildir; risk analizi, uygun toplama/filtrasyon, temizlik prosedürleri, personel eğitimi ve standarda uyumlu işletme disiplinleri ile tamamlanmalıdır.
Uygulama alanları ve yatırım mantığı
LPBF’nin değer önerisi “her parçayı basmak” değildir; doğru parçayı, doğru kalite hedefiyle, doğru proses zinciriyle üretmektir. Eklemeli imalat yatırımlarında en sık görülen hata, yalnızca makine kapasitesine bakarak karar vermektir. Oysa gerçek başarı, uygulama seçimi ve üretim ekonomisini doğru okumaktan geçer.
Havacılık ve savunma uygulamalarında LPBF genellikle parça konsolidasyonu, ağırlık azaltma ve fonksiyonel entegrasyon için tercih edilir. Isı değiştiriciler, akış bileşenleri, yapısal bağlantılar ve optimize edilmiş braketler, LPBF’nin sık kullanıldığı örnekler arasındadır. Burada asıl kazanç; yalnızca üretim maliyeti değil, performans artışı ve yaşam döngüsü optimizasyonudur.
Enerji ve güç üretimi tarafında yüksek sıcaklığa dayanım gerektiren alaşımlar, karmaşık soğutma geometrileri ve iç akış performansı önem kazanır. LPBF, termal yönetimi tasarımın merkezine taşıdığı için performans odaklı bileşenlerde ciddi tasarım alanı açar.
Otomotiv ve mobilitede LPBF, seri üretimin tamamını hedeflemek zorunda değildir. Düşük-orta adetli performans parçaları, prototip doğrulama, özel fikstür/aparat üretimi, hızlı revizyon gerektiren bileşenler ve yedek parça stratejileri LPBF için verimli alanlardır. Ayrıca kalıpçılık ve plastik enjeksiyon tarafında konformal soğutma kanalları, çevrim süresi ve kalite üzerinde güçlü fark yaratabilir.
Medikal alanda kişiye özel implantlar, cerrahi planlama ekipmanları ve biyouyumlu malzemeler LPBF’nin sütun uygulamalarından biridir. Ancak burada kalite ve izlenebilirlik gereksinimi daha yüksektir; malzeme yönetimi, proses doğrulama, tıbbi regülasyon uyumu ve tahribatsız muayene gibi adımlar yatırımın doğal parçası olur.
Yatırım mantığı açısından LPBF’de maliyet sürücülerini net görmek gerekir. Parça maliyeti; build süresi, doluluk oranı (nesting), destek miktarı, post-proses yoğunluğu, kalite kontrol kapsamı, toz yönetimi ve fire oranı gibi faktörlerin bileşimidir. “Baskı süresi kısa” görünen bir iş, ağır yüzey finisajı veya zor destek sökümü nedeniyle toplamda daha maliyetli hale gelebilir. Tersine, parça konsolidasyonu sayesinde montaj adımlarını ortadan kaldıran bir tasarım, LPBF’nin saatlik maliyetini rahatlıkla dengeleyebilir.
Sürdürülebilirlik boyutunda da dengeli yaklaşım gerekir. LPBF, talaşlı imalata göre malzeme verimliliği avantajı sağlayabilir; kullanılmayan tozun belirli stratejilerle geri kazanılabilmesi atığı azaltır. Öte yandan enerji tüketimi, koruyucu gaz kullanımı ve post-proses adımları çevresel etkiyi belirler. Bu nedenle sürdürülebilirlik değerlendirmesi; yalnızca üretim aşamasına değil, parça kullanım ömrü boyunca sağlanan performans kazançlarına da bakılarak yapılmalıdır. Örneğin ağırlık azaltma, taşıtlarda veya hareketli sistemlerde yaşam döngüsü boyunca enerji tüketimini düşürerek net etkiyi iyileştirebilir.
LPBF kararını güvenle yönetmek
LPBF (toz yataklı lazer ergitme), metal üretiminde tasarım özgürlüğünü ve performans hedeflerini aynı potada eritebilen güçlü bir teknolojidir. Yüksek yoğunluklu metal parçalar, karmaşık iç geometriler, optimize edilmiş hafif yapılar ve fonksiyonel entegrasyon gibi hedeflerde LPBF, çoğu geleneksel yöntemle erişilmesi zor bir değer alanı yaratır. Bununla birlikte teknoloji, süreç disiplinini zorunlu kılar: toz yönetimi, atmosfer kontrolü, parametre optimizasyonu, destek stratejisi, ardıl işlemler ve kalite doğrulama bir bütün olarak yönetilmediğinde beklenen fayda zayıflar.
Başarılı LPBF uygulamaları; doğru parça seçimiyle başlar, tasarımın LPBF gerçeklerine göre uyarlanmasıyla güçlenir, üretim zinciri ve kalite standardizasyonuyla sürdürülebilir hale gelir. Üretim hedefiniz prototipten seri üretime uzanan geniş bir yelpazede olabilir; kritik nokta, her hedef için uygun proses zincirini ve doğrulama seviyesini baştan belirlemektir. Kurumsal ölçekte bakıldığında LPBF, bir “ekipman” değil; performans, kalite ve tedarik stratejisinin parçası olan bir üretim kabiliyetidir.
infoTRON’un LPBF projelerine marka yaklaşımı
infoTRON, LPBF’yi yalnızca makine kurulumuyla sınırlı görmeyen, uçtan uca üretim kabiliyeti olarak ele alan bir yaklaşım benimser. Kurumsal projelerde başarı, teknolojiyi satın almakla değil; tasarımdan kalite güvenceye uzanan bütünsel süreç yönetimiyle sağlanır. Bu nedenle LPBF projelerinde değer yaratmak için üç eksen öne çıkar: uygulama mühendisliği, entegrasyon ve sürdürülebilir operasyon.
Uygulama mühendisliği tarafında odak; parça adayının doğru seçilmesi, uygun malzeme stratejisinin belirlenmesi ve proses penceresinin hedeflenen performansla uyumlu hale getirilmesidir. Parça konsolidasyonu, destek stratejisi, üretim yönelimi, toz tahliyesi, işlenecek yüzeylerin planlanması ve gerekli ardıl işlemlerin kurgulanması, projeyi “üretilebilir” olmaktan çıkarıp “tekrarlanabilir” hale getirir. Bu yaklaşım, özellikle kritik uygulamalarda kalite risklerini üretimin başında kontrol altına almanın en etkili yoludur.
Entegrasyon boyutunda, LPBF’nin üretim hattındaki karşılığının netleşmesi amaçlanır. Dijital verinin üretime hazırlanması, üretim parametrelerinin yönetimi, kalite kontrol akışının belirlenmesi, izlenebilirlik dokümantasyonu ve gerektiğinde ölçüm/denetim süreçleriyle uyum, LPBF’nin kuruma entegre edilmesinde belirleyicidir. LPBF’nin gerçek değeri; tasarım, üretim ve kalite ekiplerinin aynı hedef etrafında konuşabildiği bir üretim dili kurulduğunda ortaya çıkar.
Sürdürülebilir operasyon tarafında ise teknik servis, süreç standardizasyonu, eğitim ve sürekli iyileştirme kültürü öne çıkar. LPBF’de kararlılık, uzun vadede toz yaşam döngüsü yönetimi, bakım disiplini, çevresel ve iş güvenliği uygulamaları, proses izleme ve periyodik doğrulama adımlarıyla korunur. infoTRON’un yaklaşımı; işletmenin LPBF’yi proje bazlı bir deneme alanı olarak değil, uzun soluklu bir üretim kabiliyeti olarak konumlamasını destekleyecek şekilde yapılandırılır.


